

Whether you’re repairing a damaged thread or threading virgin material, there are a number of factors to consider and procedures to follow to produce the best job, with the least amount of wear and tear —and breakage, on your tooling.
Threading is divided into two types, internal and external.
Internal threading is done by using a tool called a TAP in a hole drilled to a specific diameter for the thread size and pitch you want to cut. External threads, such as for bolts and studs, are made by using a tool called a DIE, which is applied to a specific diameter of rod for the size and pitch of the threads you want to cut.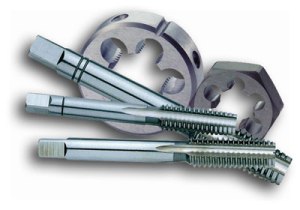
Both taps and dies can be used to either cut new threads or repair damaged threads.
Taps and dies come in various configurations and materials, the most common being High Speed Steel (HSS) for softer materials and Cobalt for hard materials like stainless steel. Some manufacturers apply platings or coatings designed to increase the cutting ability and life of their products, beneath that, it is usually one of the two materials for most applications.
The threads found on most mass produced externally threaded products such as bolts, studs and screws, are formed by a process known as thread rolling. A headed, but unthreaded blank is squeezed between two opposing dies, much the same way you would roll a twig between the palms of your hands. This rolling action displaces the metal of the blank, forming threads. Machine produced threads are what is referred to as a Class 2A fit and has considerable variation in tolerance compared to a cut thread.
Threads produced using taps and dies, whether by hand or machine, are what is referred to as cut threads. Cut threads are generally of better quality and closer tolerance which is why a die nut run on the threads of a brand new fastener might still remove some material, and/or plating.
Hand Tapping
Hand taps come in three basic configurations -Taper, Plug and Bottoming.
TAPER taps have the first 7 – 10 threads at the tip ground flatter than the main body of the tap to enable easy starting of the threads in the hole. Sometimes called a starter tap, taper taps can be be used to start the thread in a blind hole for another tap to finish or used to cut threads all the way on a through hole.
 PLUG taps are like taper taps in that they have tapered threads at the starting end of the tap, the difference is there are fewer of them, usually the first 3-5 threads, so you get to cutting a full thread sooner. Although not as easy to start as a taper tap, they can be used to start a thread. If you can only buy one type of tap, and you’re a patient user, plug taps can be a good choice because they are still easy to start, but they can also form complete threads deeper into a blind hole than a taper tap.
PLUG taps are like taper taps in that they have tapered threads at the starting end of the tap, the difference is there are fewer of them, usually the first 3-5 threads, so you get to cutting a full thread sooner. Although not as easy to start as a taper tap, they can be used to start a thread. If you can only buy one type of tap, and you’re a patient user, plug taps can be a good choice because they are still easy to start, but they can also form complete threads deeper into a blind hole than a taper tap.
BOTTOMING taps have no ground threads at the starting end and are generally used after, and in conjunction with a taper or plug tap. Bottom taps can cut threads to the bottom of blind holes although they do not do well at starting threads.
Threading Dies
Hand threading dies are generally of two types. ROUND dies are designed to fit in a T-handle while HEX DIE NUTS can be used with regular hand tools. (Wrenches and sockets.) Round dies are usually the choice for cutting new threads whereas hex die nuts are commonly used as a chaser to repair existing threads. Round dies also require a holder/handle to use them, whereas hex die nuts do not.
Proper Hand Thread Cutting Techniques
Taps Are Brittle – Handle With Care
In order for taps and dies to cut, they must be harder than the materials they are cutting. This additional hardness also makes them brittle, meaning, they can be easily broken, something you want to avoid at all costs. It is always preferable to use a proper T-handle for taps rather than a wrench or locking pliers. The latter two work, in a pinch, but you must be careful because turning the tap from one side only can put asymmetrical stress on the tap, causing it to go off center, or break. Using a T-Handle keeps the force applied over the center of the tap or die, maintaining proper symmetry.
Lubricate!
Although there is really not much heat build-up to speak of when had cutting threads, lubricating the cutting threads can reduce friction binding and aid in chip removal. You can use a a specialty tapping fluid, a light machine oil, a little WD-40, even a shot of PAM will work. In a pinch, you can even use saliva. You don’t need a lot of lubrication, a little sliptivity goes a long way and will make the job easier.
Take Your Time
You really don’t want to mess up a tapping job. Breaking a tap off in a hole —especially below the surface level will cause you untold frustration and possibly a number of colourful expletives! Remember, taps are very hard, so trying to drill one out can be difficult, if not extremely messy. Take your time, go slow, this is truly one of those situations where haste could indeed make waste —of several hours of your time and possibly, your wallet.
Break Up The Chips
The cutting teeth on a tap are not continuous all the way around the tap body. There are usually 3 or four cutting sections separated by a groove, called the flute, between them. Once the first full teeth begin cutting, the metal being removed may be a long strip, called a swarf, or chips. The flutes job is to provide clearance so the chips can be kept clear of the cutting teeth and pushed out the top of the hole.
It is extremely important that these cuttings be broken up to prevent jamming and breaking the tap. The best way to do this is to turn the tap in the direction of cutting until you start to feel it bind. At this point, turn the tap slowly in reverse until you hear, or feel a ‘click’ of the chip breaking away from the material being cut. The vast majority of tap breakage can be avoided by making sure you break the chips, and the smaller the tap, the more important it is.
Understanding Thread Type And Sizes
In North America, and Canada in particular, there are two main thread series in use. The oldest of these uses Imperial fractional measurement and is often referred to as SAE which stands for The Society Of Automotive Engineers. Back in 1916 when the association was formed, the term ‘automotive’ was derived from Greek where ‘auto’ means self and from the latin word ‘motivus’ which means of motion. In other words, any form of self-powered vehicle. As the Society developed it came to incorporate the standards of the various other associations of self-powered vehicles, everything from tractors to aircraft.
The SAE standard thread pitches are measured in TPI or threads per inch. For each diameter of SAE threads, there are also two pitches, commonly referred to as UNC or Unified National Coarse (commonly called coarse thread) and UNF or Unified National Fine (fine thread).
The other, more recently adopted standard is known generally as metric but actually encompasses a number of different standards, from different countries. DIN, ISO, JIS, these are all metric standards. Metric thread pitches are expressed as the distance between threads, so a thread pitch of 1.0mm would mean it was 1.0mm between the tops of two adjacent threads. For the most part, the various metric standards agree on a dimensional standard and a common coarse thread pitch, which is the most widely used. Fine pitch metric fasteners do exist and often come in more than one fine thread pitch —some as many as 4 or 5! This can cause some confusion and one should really have a thread gauge if they are in doubt.
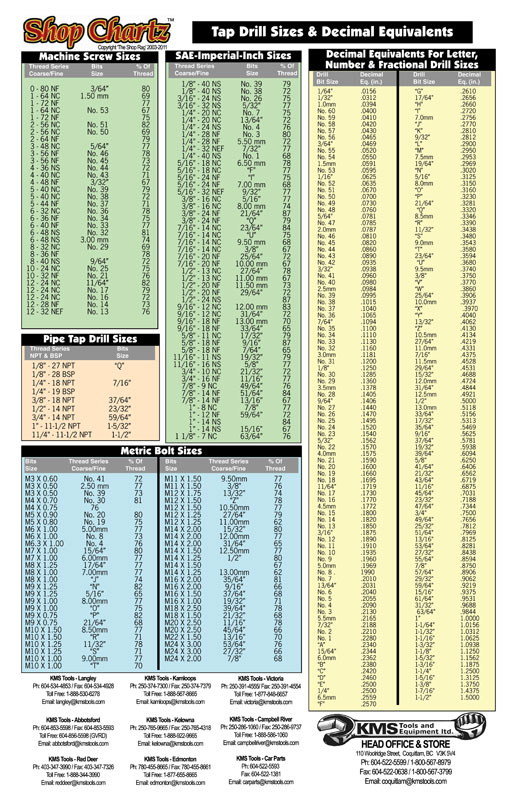
For a better view of the SAE and metric thread available, download a copy of the handy Tap/Drill Chart at the end of this article.
Use The Correct Hole Size
Also on the Tap/Drill chart you will find the correct size drill bit for the hole you have to drill and it’s decimal equivalent. Using the correct hole size is important on two points. First, if the hole is too large, the root of the threads will be too shallow and insufficient and may strip out or fail. If the hole is too small, it will cause the tap to bind and quite possibly break trying to cut too much material.
People are often unaware that there are four different series of standard twist drills. We all know about fractional and metric sizes, but with twist drills there are also Number and Letter drills. Sometimes, the hole size you need is not a standard fractional size. 1/4″-20 for example, requires a #7 drill bit for proper threading. Oh, and coarse and fine threads are always different drill sizes.
On some softer materials, like aluminum and thin mild steel, you can use the ‘close enough’ principle, but consider the strength and purpose of the resulting thread. In such cases, it’s always better to use a slightly smaller bit than a slightly larger one. Chip clearing is even more important here and the tap should be well lubricated and extracted during the threading process to keep the hole, threads and tap clean and free of debris and chips.
Buy What You Need — Buy Quality
Sure, you can buy a complete tap and die set, but do you really need it? Oftentimes it’s better to just buy the taps you need or use on a regular basis, pay a little more, and get a better, more reliable tool. Economical tap and dies sets, while able to fill your current and future needs, might be false economy if the products are poorly made.
FREE Tap Drill Chart
How often do you get something useful for free? Well, here you go! Please feel free to download a copy of our Tap and Die Chart. It will give you all the threading information you need and includes an SAE-Metric-Decimal equivalent chart.

This is great information! Thank you for sharing. I am NOT an engineer, but have started a development project for medical devices in Ethiopia. I have 15 years of device industry experience in the US as Director of Clinical / Regulatory.
We are incorporating tap and die to Peek parts for manufacturing the neck of a Bag Valve Mask device. Thank you for the chart. I’ll pass this on to the team in Ethiopia as well. Thanks for the great information.
LikeLike
the download link to the drill size chart is not working.
LikeLike
Hello John, thank you for letting us know the download link was not working properly. I have fixed the issue and it is available for download at your convenience.
LikeLike
Nice, thanks for the ultra fast response. Keep up the great work guys !!
LikeLike
We apologize for any inconvenience, the Drill Size Chart is now available for download.
LikeLike
Thx, greatt writeup covering all the bases and explaining them in plain language for all to understand.
I was looking for “swarf” not knowing what to call it. Not sure how widespread that usage is, but I’ll go with it.
LikeLike
Sorry o, if mistakenly the tap got broken, how can it be removed
LikeLike
Thanks for advice
LikeLike
That drill chart is almost what I needed: now do you or can you supply a chart for drill sizes for heli-coil taps?
LikeLike
I didn’t know that using too small of a hole could break your tap. It makes sense you’d be putting a lot of pressure on your materials. It sounds like using a tap/drill chart is really important to make a good tap.
LikeLike
Is there an industry standard for perpendicularity when hand tapping, or a suggested degree of angle for +/-
LikeLike
The way I’m reading your instructions there doesn’t seem to be instructions on the reason why you have the centre screw on the die holder screwed in for the first cut of making a thread, then to adjust the screw to make the thread deeper ( if required). According to these instructions you only make one pass at making the thread.
LikeLike
Explained very well, and thorough, I have a question, if repairing an interior thread that won’t accept or thread a bolt, do you have to use a drill to pretty much start from scratch? Or can you use the tap like you are suppose to, recutting and cleaning the bent and damaged threads?
LikeLike
very informative
LikeLike